ଗ୍ଲୋଭ୍ ଉତ୍ପାଦନ ଲାଇନ ପାଇଁ ଏକକ ରୋଲର କନଭେୟର୍ ଚେନ୍

ପରିବହନ ଶୃଙ୍ଖଳ ଏବଂ ପରିବହନ ଶୃଙ୍ଖଳ ସମାନ। ସଠିକତା ପରିବହନ ଶୃଙ୍ଖଳ ମଧ୍ୟ ବିୟରିଂର ଏକ ଶୃଙ୍ଖଳାରେ ଗଠିତ, ଯାହାକୁ ନିୟନ୍ତ୍ରଣ ସହିତ ଚେନ୍ ପ୍ଲେଟ୍ ଦ୍ୱାରା ସ୍ଥିର କରାଯାଇଛି, ଏବଂ ପରସ୍ପର ମଧ୍ୟରେ ସ୍ଥିତିଗତ ସମ୍ପର୍କ ବହୁତ ସଠିକ।
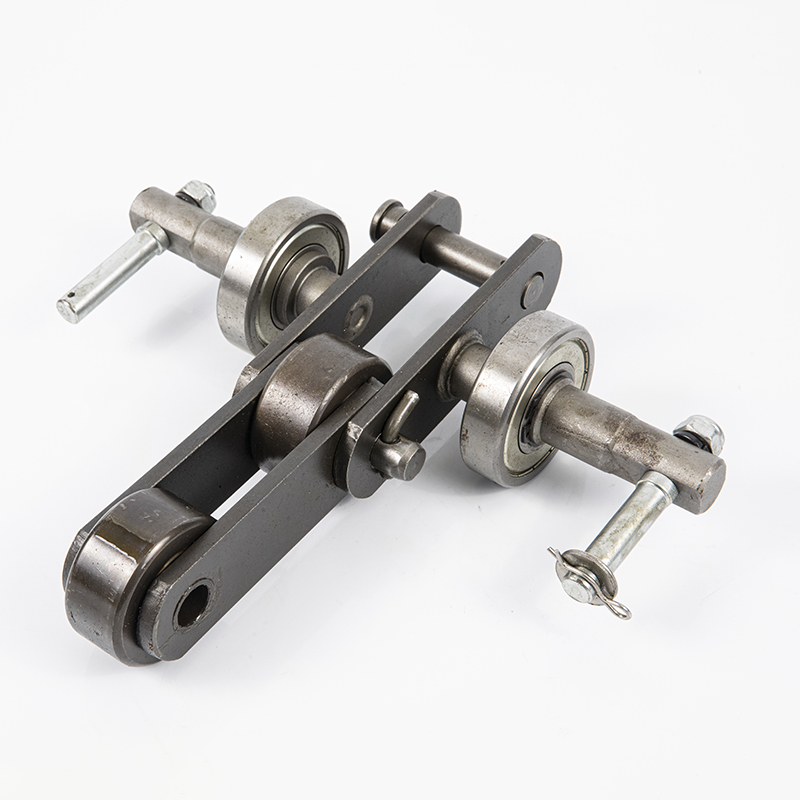
ପ୍ରତ୍ୟେକ ବିୟରିଂରେ ଏକ ପିନ୍ ଏବଂ ଏକ ସ୍ଲିଭ୍ ଥାଏ ଯାହା ଉପରେ ଚେନ୍ର ରୋଲର୍ ଘୂରେ। ପିନ୍ ଏବଂ ସ୍ଲିଭ୍ ଉଭୟ ପୃଷ୍ଠ କଠିନ ଚିକିତ୍ସାରୁ ବର୍ତ୍ତିଯାଏ, ଯାହା ଅଧିକ ଚାପରେ ହିଞ୍ଜଡ୍ ସନ୍ଧିଗୁଡ଼ିକୁ ଅନୁମତି ଦିଏ ଏବଂ ରୋଲର୍ ଦ୍ୱାରା ପ୍ରେରିତ ଲୋଡ୍ ଚାପ ଏବଂ ଏନଗେଜମେଣ୍ଟ ସମୟରେ ପ୍ରଭାବକୁ ସହ୍ୟ କରିପାରେ। ବିଭିନ୍ନ ଶକ୍ତିର କନଭେୟର୍ ଚେନ୍ରେ ବିଭିନ୍ନ ଚେନ୍ ପିଚ୍ର ଏକ ଶୃଙ୍ଖଳା ଥାଏ: ଚେନ୍ ପିଚ୍ ସ୍ପ୍ରୋକେଟ ଦାନ୍ତର ଶକ୍ତି ଆବଶ୍ୟକତା ଏବଂ ଚେନ୍ ପ୍ଲେଟ୍ ଏବଂ ସାଧାରଣ ଚେନ୍ର କଠୋରତା ଆବଶ୍ୟକତା ଉପରେ ନିର୍ଭର କରେ। ଆବଶ୍ୟକ ହେଲେ, ଏହାକୁ ସୁଦୃଢ଼ କରାଯାଇପାରିବ। ସ୍ଲିଭ୍ ମୂଲ୍ୟାଙ୍କିତ ଚେନ୍ ପିଚ୍କୁ ଅତିକ୍ରମ କରିପାରିବ, କିନ୍ତୁ ସ୍ଲିଭ୍କୁ କାଢ଼ିବା ପାଇଁ ଗିଅର୍ ଦାନ୍ତରେ ଏକ ଫାଙ୍କ ରହିବା ଆବଶ୍ୟକ।
ସମସ୍ୟା ନିୟନ୍ତ୍ରଣ:
କନଭେୟର ବେଲ୍ଟ ବିଚ୍ୟୁତି ହେଉଛି କନଭେୟର ବେଲ୍ଟ ଚାଲୁଥିବା ସମୟରେ ହେଉଥିବା ସାଧାରଣ ତ୍ରୁଟି ମଧ୍ୟରୁ ଗୋଟିଏ। ଏହି ବିଚ୍ୟୁତିର ଅନେକ କାରଣ ଅଛି, ମୁଖ୍ୟ କାରଣ ହେଉଛି କମ୍ ସଂସ୍ଥାପନ ସଠିକତା ଏବଂ ଦୈନିକ ରକ୍ଷଣାବେକ୍ଷଣ ଖରାପ। ସଂସ୍ଥାପନ ପ୍ରକ୍ରିୟା ସମୟରେ, ହେଡ୍ ଏବଂ ଟେଲ୍ ରୋଲର୍ ଏବଂ ମଧ୍ୟବର୍ତ୍ତୀ ରୋଲର୍ ଯଥାସମ୍ଭବ ସମାନ କେନ୍ଦ୍ରରେଖାରେ ଏବଂ ପରସ୍ପର ସହିତ ସମାନ୍ତରାଳ ରହିବା ଉଚିତ ଯାହା ଦ୍ୱାରା କନଭେୟର ବେଲ୍ଟ ବିଚ୍ୟୁତ କିମ୍ବା ସାମାନ୍ୟ ବିଚ୍ୟୁତ ନହୁଏ।
ଏହା ସହିତ, ଷ୍ଟ୍ରାପ୍ ସନ୍ଧିଗୁଡ଼ିକ ସଠିକ୍ ହେବା ଉଚିତ, ଏବଂ ଉଭୟ ପାର୍ଶ୍ୱର ପରିଧି ସମାନ ହେବା ଉଚିତ।
ବ୍ୟବହାର ସମୟରେ, ଯଦି କୌଣସି ବିଚ୍ୟୁତି ହୁଏ, ତେବେ କାରଣ ନିର୍ଣ୍ଣୟ କରିବା ଏବଂ ସଂଶୋଧନ କରିବା ପାଇଁ ନିମ୍ନଲିଖିତ ଯାଞ୍ଚ କରାଯିବା ଆବଶ୍ୟକ। କନଭେୟର ବେଲ୍ଟ ବିଚ୍ୟୁତିର ପ୍ରାୟତଃ ଯାଞ୍ଚ କରାଯାଉଥିବା ଅଂଶ ଏବଂ ଚିକିତ୍ସା ପଦ୍ଧତିଗୁଡ଼ିକ ହେଉଛି:
(୧) ରୋଲରର ଭୂସମାନ୍ତର କେନ୍ଦ୍ରରେଖା ଏବଂ ବେଲ୍ଟ କନଭେୟରର ଅନୁଦୈର୍ଘ୍ୟ କେନ୍ଦ୍ରରେଖା ମଧ୍ୟରେ ଭୁଲ ସଂଳାପ ଯାଞ୍ଚ କରନ୍ତୁ। ଯଦି ଅସମ୍ମତ ମୂଲ୍ୟ 3mm ଅତିକ୍ରମ କରେ, ତେବେ ରୋଲର ସେଟର ଉଭୟ ପାର୍ଶ୍ୱରେ ଥିବା ଲମ୍ବା ମାଉଣ୍ଟିଂ ଗାତଗୁଡ଼ିକୁ ଏହାକୁ ସଜାଡ଼ିବା ପାଇଁ ବ୍ୟବହାର କରାଯିବା ଉଚିତ। ନିର୍ଦ୍ଦିଷ୍ଟ ପଦ୍ଧତି ହେଉଛି କନଭେୟର ବେଲ୍ଟର କେଉଁ ପାର୍ଶ୍ୱ ପକ୍ଷପାତିତ, ରୋଲର ଗୋଷ୍ଠୀର କେଉଁ ପାର୍ଶ୍ୱ କନଭେୟର ବେଲ୍ଟର ଦିଗରେ ଆଗକୁ ଗତି କରେ, କିମ୍ବା ଅନ୍ୟ ପାର୍ଶ୍ୱ ପଛକୁ ଗତି କରେ।
(୨) ହେଡ୍ ଏବଂ ଟେଲ୍ ଫ୍ରେମ୍ ର ବେରିଂ ସିଟ୍ ର ଦୁଇଟି ପ୍ଲେନର ବିଚ୍ୟୁତି ମୂଲ୍ୟ ଯାଞ୍ଚ କରନ୍ତୁ। ଯଦି ଦୁଇଟି ପ୍ଲେନର ବିଚ୍ୟୁତି 1mm ରୁ ଅଧିକ ହୁଏ, ତେବେ ଦୁଇଟି ପ୍ଲେନକୁ ସମାନ ପ୍ଲେନରେ ଆଡଜଷ୍ଟ କରାଯିବା ଉଚିତ। ହେଡ୍ ରୋଲରର ଆଡଜଷ୍ଟମେଣ୍ଟ ପଦ୍ଧତି ହେଉଛି: ଯଦି କନଭେୟର ବେଲ୍ଟ ରୋଲରର ଡାହାଣ ପାର୍ଶ୍ୱକୁ ବିଚ୍ୟୁତ ହୁଏ, ତେବେ ରୋଲରର ଡାହାଣ ପାର୍ଶ୍ୱରେ ଥିବା ବେରିଂ ସିଟ୍ ଆଗକୁ ଯିବା ଉଚିତ କିମ୍ବା ବାମ ବେରିଂ ସିଟ୍ ପଛକୁ ଯିବା ଉଚିତ; ଡ୍ରମର ବାମ ପାର୍ଶ୍ୱରେ ଥିବା ବେରିଂ ସିଟ୍ ଆଗକୁ ଯିବା ଉଚିତ କିମ୍ବା ଡାହାଣ ପାର୍ଶ୍ୱରେ ଥିବା ବେରିଂ ସିଟ୍ ପଛକୁ ଯିବା ଉଚିତ। ଟେଲ୍ ରୋଲରର ଆଡଜଷ୍ଟମେଣ୍ଟ ପଦ୍ଧତି ହେଡ୍ ରୋଲରର ଠିକ୍ ବିପରୀତ।
(୩) କନଭେୟର ବେଲ୍ଟରେ ସାମଗ୍ରୀର ସ୍ଥିତି ଯାଞ୍ଚ କରନ୍ତୁ। ଯଦି ସାମଗ୍ରୀ କନଭେୟର ବେଲ୍ଟର କ୍ରସ ସେକ୍ସନରେ କେନ୍ଦ୍ରିତ ନଥାଏ, ତେବେ ଏହା କନଭେୟର ବେଲ୍ଟକୁ ବିଚ୍ୟୁତ କରିବ। ଯଦି ସାମଗ୍ରୀ ଡାହାଣକୁ ବିଚ୍ୟୁତ ହୁଏ, ତେବେ ବେଲ୍ଟ ବାମକୁ ବିଚ୍ୟୁତ ହୁଏ, ଏବଂ ବିପରୀତ। ବ୍ୟବହାର ସମୟରେ ସାମଗ୍ରୀକୁ ଯଥାସମ୍ଭବ କେନ୍ଦ୍ରିତ କରାଯିବା ଉଚିତ। ଏହି ପ୍ରକାରର କନଭେୟର ବେଲ୍ଟର ବିଚ୍ୟୁତିକୁ କମ କରିବା କିମ୍ବା ଏଡାଇବା ପାଇଁ, ସାମଗ୍ରୀର ଦିଗ ଏବଂ ସ୍ଥିତି ପରିବର୍ତ୍ତନ କରିବା ପାଇଁ ଏକ ବାଫଲ୍ ପ୍ଲେଟ୍ ଯୋଡା ଯାଇପାରିବ।